
CNC - Biegetechnik
Blechumformung beim Spezialisten
Die Wagner Metalltechnik GmbH zeichnet sich mit neben einem ideal ausgestatteten Maschinenpark
mit einem umfangreichen Know-How als Spezialist im Bereich der Biege- und Abkanttechnik aus.
Obwohl das Biegeverfahren relativ einfach wirkt, ist es doch ein äußerst komplexes,
sowie ein sich ständig weiter entwickelndes Fertigungsverfahren.
Für unsere CNC-Biegemaschinen mit 320 Tonnen Presskraft, sind Abkantlägen bis zu 4 Meter kein Problem.
Mit produktiven Allroundmaschinen und der großen Zahl einsetzbarer Biegewerkzeuge sind vielfältige Geometrien bei
gleichzeitig abdruckarmer Bearbeitung ohne Nacharbeit jederzeit möglich.
Unsere Möglichkeiten
> exakte Winkel ab dem ersten Teil (wenn der Winkel auf Anhieb stimmen soll, biegen wir mit Winkelsensoren oder ACB-Laser)
> kontinuierliche Winkel (saubere Kanten)
> Genaue Abmessungen (unterstützt durch 6 CNC-gesteuerten Hinteranschlagsachsen)
> Überprüfung und Verkürzung Ihrer Zeichnungen; Erstellung von Abwicklungen
> Möglichkeiten von der Einzel- bis zur Serienfertigung
> Full-Service (von der Laserplatine bis zur Oberflächenbehandlung, alles aus einer Hand)
Die Wagner Metalltechnik GmbH zeichnet sich mit neben einem ideal ausgestatteten Maschinenpark
mit einem umfangreichen Know-How als Spezialist im Bereich der Biege- und Abkanttechnik aus.
Obwohl das Biegeverfahren relativ einfach wirkt, ist es doch ein äußerst komplexes,
sowie ein sich ständig weiter entwickelndes Fertigungsverfahren.
Für unsere CNC-Biegemaschinen mit 320 Tonnen Presskraft, sind Abkantlägen bis zu 4 Meter kein Problem.
Mit produktiven Allroundmaschinen und der großen Zahl einsetzbarer Biegewerkzeuge sind vielfältige Geometrien bei
gleichzeitig abdruckarmer Bearbeitung ohne Nacharbeit jederzeit möglich.
Unsere Möglichkeiten
> exakte Winkel ab dem ersten Teil (wenn der Winkel auf Anhieb stimmen soll, biegen wir mit Winkelsensoren oder ACB-Laser)
> kontinuierliche Winkel (saubere Kanten)
> Genaue Abmessungen (unterstützt durch 6 CNC-gesteuerten Hinteranschlagsachsen)
> Überprüfung und Verkürzung Ihrer Zeichnungen; Erstellung von Abwicklungen
> Möglichkeiten von der Einzel- bis zur Serienfertigung
> Full-Service (von der Laserplatine bis zur Oberflächenbehandlung, alles aus einer Hand)
|
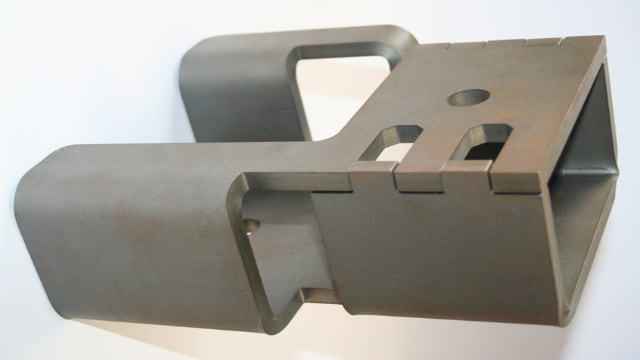
Verfahren Das Abkanten, bzw. Biegen von Blech ist ein umformendes Fertigungsverfahren. Es wird eine plastische, also dauerhafte Verformung, herbeigeführt. Beim so genannten Gesenkbiegen wird das Werkstück mit Hilfe eines Oberwerkzeuges (Stempel) in ein Unterwerkzeug (Matrize) gepresst. Mittels modernster CNC-Technik kann die Eintauchtiefe des Werkzeuges im Stempel und somit der Biegewinkel vor eingestellt werden. So lassen sich problemlos auch kompliziertere Kantteile (Gehäuse, Verkleidungen, etc.) fertigen! |
 |
Mit Hilfe von speziell entwickelten Programmiersystemen kann die optimale Biegefolge festgelegt werden,
ohne dass dazu Probeteile an der Fertigungsmaschine gebogen werden müssen. Es können Biegefolgen berechnet
werden und diese im Rahmen von Simulationen auf Plausibilität geprüft werden. So können mögliche Kollisionen
vorab erkannt und Bewegungsabläufe optimiert werden. Eine optimierte Maschinenbesetzung ist somit gewährleistet.
Arbeitsvorbereitung
Bereits in der Arbeitsvorbereitung werden die relevanten Ausprägungen am Werkstück,
wie zum Beispiel Biegeradius, Biegewinkel oder Biegekante definiert.
Neben der Einberechnung einer Biegeverkürzung, muss eine exakte Abwicklung des jeweiligen Bauteils erstellt werden.
Hier überprüfen wir auch die Abstände von Bohrungen und Ausschnitten zur jeweils nächsten Biegelinie.
Bei kritischen Abständen und möglicherweise auftretenden Problemen setzen wir uns, bereits bei der
Angebotserstellung, mit unserem Kunden in Verbindung. Gerne geben wir hier unsere Erfahrung an den Kunden weiter!
Anfrage
Sie suchen einen zuverlässigen Partner für eine langfristige Zusammenarbeit oder
haben einen größeren Auftrag? Dann würden wir uns über Ihre Nachricht sehr freuen.
ohne dass dazu Probeteile an der Fertigungsmaschine gebogen werden müssen. Es können Biegefolgen berechnet
werden und diese im Rahmen von Simulationen auf Plausibilität geprüft werden. So können mögliche Kollisionen
vorab erkannt und Bewegungsabläufe optimiert werden. Eine optimierte Maschinenbesetzung ist somit gewährleistet.
Arbeitsvorbereitung
Bereits in der Arbeitsvorbereitung werden die relevanten Ausprägungen am Werkstück,
wie zum Beispiel Biegeradius, Biegewinkel oder Biegekante definiert.
Neben der Einberechnung einer Biegeverkürzung, muss eine exakte Abwicklung des jeweiligen Bauteils erstellt werden.
Hier überprüfen wir auch die Abstände von Bohrungen und Ausschnitten zur jeweils nächsten Biegelinie.
Bei kritischen Abständen und möglicherweise auftretenden Problemen setzen wir uns, bereits bei der
Angebotserstellung, mit unserem Kunden in Verbindung. Gerne geben wir hier unsere Erfahrung an den Kunden weiter!
Anfrage
Sie suchen einen zuverlässigen Partner für eine langfristige Zusammenarbeit oder
haben einen größeren Auftrag? Dann würden wir uns über Ihre Nachricht sehr freuen.

|
|

|